Na jakékoli dotazy a zpětnou vazbu od zákazníků odpovíme trpělivě a pečlivě.
Struktura materiálu: Hliníková litá mosaz CuZn25Al6Fe3Mn3, s grafitovou vložkou. Vlas...
Přírubové samomazné ložisko je kluzné ložisko, které spojuje dva důležité konstrukční prvky do jediné součásti: přírubu — radiálně vybíhající nákružek na jednom konci ložiska — která zajišťuje axiální umístění a nosnost, a samomaznou vložku nebo materiál, který eliminuje potřebu vnějšího maziva nebo oleje během provozu. Vnitřní vývrt ložiska podpírá rotující nebo oscilující hřídel radiálně, zatímco příruba spočívá na čele pouzdra nebo osazení, aby odolávala axiálním silám a bránila ložisku v pohybu podél osy hřídele během používání. Samomazná vlastnost pochází z pevných maziv zabudovaných, impregnovaných nebo navázaných na kluznou plochu ložiska – typicky PTFE (polytetrafluorethylen), grafit, sirník molybdeničitý (MoS₂) nebo olejem impregnovaný slinutý bronz – která nepřetržitě přenášejí tenký mazací film na vnější mazací povrch ložiska během provozu.
Tato součást, označovaná také jako samomazné ložisko s přírubovým pouzdrem, bezolejové ložisko přírubového typu nebo přírubové bezúdržbové ložisko, řeší jeden z nejtrvalejších problémů mechanického designu: jak podepřít hřídel nebo čep v místě, kde je přístup k pravidelnému mazání obtížný, nepraktický nebo nemožný. Od závěsných čepů automobilů a kloubů zemědělských strojů až po dopravníky na zpracování potravin a přesné lékařské vybavení, přírubová samomazná ložiska umožňují spolehlivý, bezúdržbový provoz v aplikacích, kde by konvenční mazaná ložiska vyžadovala nepřijatelnou frekvenci údržby nebo by kontaminovala procesní prostředí mazivem nebo olejem.
Příruba je mnohem víc než jen pohodlné polohování – zásadně mění to, co může ložisko v sestavě dělat. Standardní válcové kluzné pouzdro nebo kluzné ložisko podporuje pouze radiální zatížení: síly působící kolmo k ose hřídele. V okamžiku, kdy je zavedena jakákoli axiální síla – tah od spirálového ozubeného kola, síla od ramene páky, předpětí pružiny podél hřídele nebo gravitace působící na vertikálně orientovaný hřídel – standardní pouzdro nemá žádný mechanismus, který by na tuto sílu reagoval a hřídel migruje axiálně, dokud se nedotkne něčeho jiného, což obvykle způsobí nezamýšlený kontakt, hluk, opotřebení nebo nesouosost jinde v sestavě.
Příruba na přírubovém samomazném ložisku toto omezení přímo řeší. Čelo příruby, přitisknuté k opracovanému osazení pouzdra nebo zachycené mezi dvěma čely v sestavě, reaguje na axiální síly celou svou plochou čela a rozkládá zatížení na mnohem větší plochu, než by poskytl jednoduchý koncový kontakt. To současně snižuje povrchový tlak (prodlužuje životnost ložiska při kombinovaném zatížení), eliminuje axiální migraci hřídele a poskytuje přesnou, opakovatelnou referenci axiálního umístění hřídele nebo rotující součásti. V mnoha provedeních slouží příruba také jako přítlačná podložka pro rotační čelo součásti, čímž se eliminuje potřeba samostatné přítlačné podložky a zjednodušuje se montáž při současném snížení počtu součástí a nákladů.
Materiálové složení přírubového samomazného ložiska určuje prakticky každou výkonnostní charakteristiku – nosnost, rychlostní limit, teplotní rozsah, chemickou odolnost a efektivní životnost. Každá z hlavních skupin materiálů používaných v přírubových bezúdržbových ložiscích nabízí odlišnou výkonnostní obálku vhodnou pro specifické podmínky použití.
Nejpoužívanější přírubová konstrukce samomazného ložiska v náročných průmyslových aplikacích sestává z ocelového podkladu – obvykle nízkouhlíkové oceli nebo nerezové oceli – s mezivrstvou ze slinutého bronzu, na kterou je nalepena kluzná vrstva na bázi PTFE. Samomazný povrch zajišťuje vrstva PTFE, typicky 0,01–0,03 mm silná a často modifikovaná plnivy, jako je olovo, skelná vlákna nebo uhlíková vlákna, aby se zlepšila nosnost a odolnost proti opotřebení. Tato třívrstvá konstrukce – ocel/bronz/PTFE – kombinuje strukturální pevnost ocelového podkladu pro zvládnutí vysokého zatížení s výjimečnými vlastnostmi PTFE s nízkým třením a chemickou odolností. Tato ložiska efektivně fungují při statickém zatížení do 250 MPa, dynamickém zatížení do 140 MPa, teplotách od -200 °C do 280 °C a hodnotách PV (tlak × rychlost) do přibližně 0,10 MPa·m/s, díky čemuž jsou vhodná pro velmi širokou škálu průmyslových aplikací s otáčením a oscilací.
Samomazná ložiska s přírubou ze slinutého bronzu se vyrábějí zhutněním bronzového prášku do tvaru přírubového ložiska a jeho sintrováním při vysoké teplotě za vzniku porézní kovové struktury. Póry – typicky tvořící 20–30 % objemu ložiska – jsou poté impregnovány mazacím olejem ve vakuu. Během provozu čerpá tepelná roztažnost materiálu ložiska při jeho zahřívání malé množství oleje z pórů na povrch ložiska, čímž dochází k promazání hřídele. Když se ložisko v době klidu ochladí, olej se znovu vstřebá. Tento samodoplňovací mechanismus přívodu oleje umožňuje ložiskům s přírubou ze slinutého bronzu pracovat bez údržby po miliony cyklů v aplikacích se středním zatížením a střední rychlostí. Jsou ekonomické, osvědčené a široce používané v domácích spotřebičích, elektrickém nářadí, automobilovém příslušenství a obecných strojích s mírnými požadavky na fotovoltaiku.
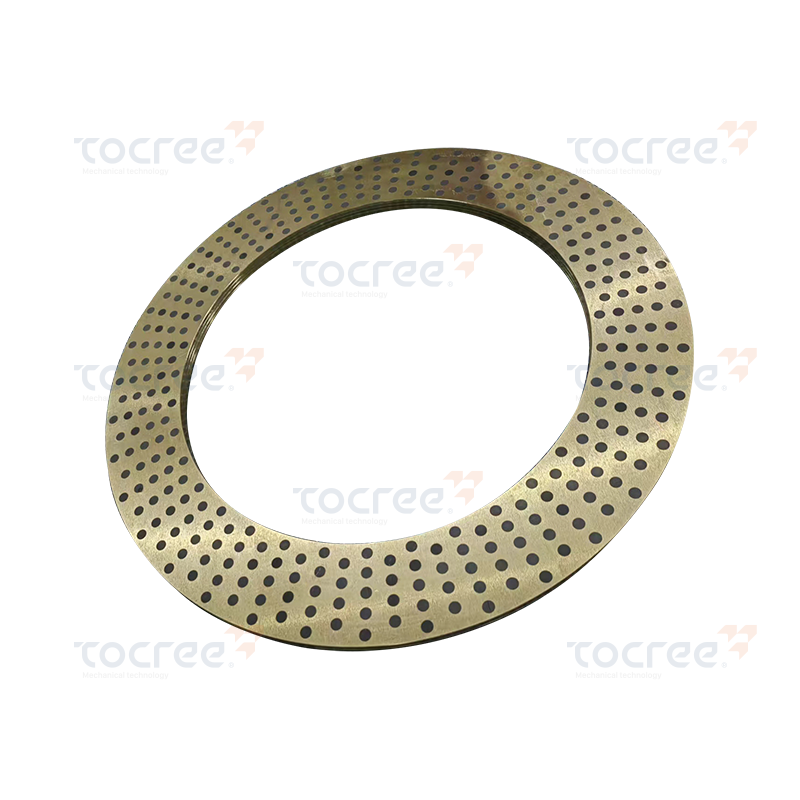
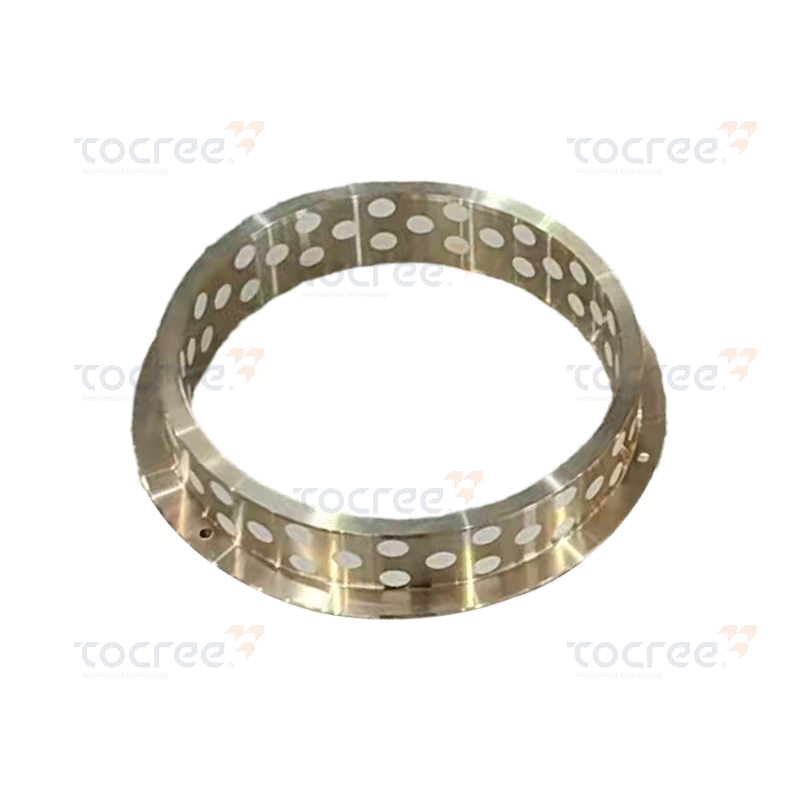
Masivní bronzová přírubová ložiska s grafitovými zátkami zalisovanými do obrobených otvorů v povrchu ložiska představují prémiovou možnost pro vysokoteplotní aplikace s vysokým zatížením, kde by mazání na bázi oleje oxidovalo nebo se odpařovalo a ložiska s PTFE by byla tepelně přetěžována. Grafitové zátky přenášejí pevný film maziva na povrch protilehlého hřídele během rotace nebo oscilace a udržují mazání při nepřetržité teplotě až 400 °C nebo vyšší v závislosti na konkrétní použité grafitové směsi. Tato ložiska jsou běžná v průmyslových pecích, pecích, vysokoteplotních dopravníkových systémech, zařízeních oceláren a strojích na výrobu skla, kde provozní prostředí vylučuje jakékoli organické mazivo a vyžaduje skutečně anorganické řešení ložisek schopné vysoké teploty.
Přírubová samomazná ložiska vyrobená z technických polymerů – včetně PEEK, acetalu (POM), nylonu (PA), UHMWPE a sloučenin PTFE – nabízejí odolnost proti korozi, elektrickou izolaci, nízkou hmotnost a chemickou odolnost, kterým se kovová ložiska nemohou rovnat. Polymerová přírubová ložiska jsou standardní volbou pro stroje na zpracování potravin (kde je bezkovová konstrukce vyžadována předpisy o bezpečnosti potravin), námořní a pobřežní aplikace (kde by mořská voda korodovala kovové alternativy), zařízení pro chemické zpracování a lékařská zařízení. Polymerová ložiska mají obvykle nižší nosnost a tepelnou vodivost než kovové typy, ale fungují výborně v rámci své konstrukční obálky a v provozu nevyžadují žádnou údržbu.
Výběr nejvhodnějšího přírubového samomazného ložiskového materiálu pro danou aplikaci vyžaduje porovnání klíčových výkonnostních parametrů každého typu se specifickými provozními požadavky. Následující tabulka shrnuje primární výkonnostní charakteristiky hlavních skupin materiálů ložisek:
| Typ materiálu | Maximální zatížení (MPa) | Teplotní rozsah (°C) | Odolnost proti korozi | Nejlepší pro |
| Ocel/Bronz/PTFE | 140–250 | -200 až 280 | Dobré (podpora SS: vynikající) | Vysokozátěžové oscilační, čepy |
| Slinutý bronz/olej | 30–80 | -20 až 120 | Mírný | Mírný speed, general machinery |
| Masivní bronz/grafit | 80–200 | -50 až 400 | Dobře | Vysoká teplota, těžký průmysl |
| Technický polymer | 10–60 | -40 až 250 | Výborně | Potravinářské, chemické, mořské, lékařské |
| PEEK Composite | 40–100 | -60 až 250 | Výborně | Vysoce výkonné polymerní aplikace |
Přírubová samomazná pouzdra jsou vyráběna podle standardizovaných rozměrových řad, které zjednodušují zaměnitelnost a konstrukci pouzdra. Pochopení klíčových rozměrových parametrů a příslušných norem umožňuje inženýrům správně specifikovat ložiska a odebírat je od více kvalifikovaných dodavatelů.

Přírubová bezolejová ložiska najdou uplatnění všude tam, kde je současně požadováno uložení hřídele v kombinaci s axiálním umístěním a bezúdržbový provoz. Šíře průmyslových odvětví a aplikací, kde jsou tato ložiska specifikována, odráží univerzální přitažlivost eliminace údržby mazání a přidání schopnosti axiálního omezení.
Automobilové aplikace zahrnují otočné čepy ramen zavěšení, klouby řízení, otočné čepy tělesa škrticí klapky, čepy závěsů dveří, mechanismy nastavení sedadel a otočné body brzdového pedálu – všechna místa, kde je pravidelný přístup k mazání nepraktický a kde je potřeba kombinace radiální a axiální podpory zatížení. Standardem v těchto aplikacích jsou přírubová ložiska z PTFE s ocelovou opěrou, protože tolerují kombinované radiální a axiální zatížení geometrie zavěšení, fungují spolehlivě v celém teplotním rozsahu automobilu a po dobu životnosti vozidla nevyžadují žádnou údržbu.
Zemědělská zařízení včetně otočných kloubů sázecího stroje, otočných čepů zvedacího ramene žací lišty, otočných čepů rotoru sklízecí mlátičky a připojení lišty kultivátoru čelí prostředí kontaminovanému půdou, prachem, vodou a agrochemikáliemi, které by ze standardního ložiska rychle vypláchly běžné mazivo. Samomazná ložiska s přírubou – zejména bronzové/grafitové typy pro jejich odolnost vůči nečistotám a typy s výstelkou PTFE pro jejich chemickou odolnost – poskytují v těchto náročných podmínkách spolehlivý bezúdržbový provoz. Otočné body stavebních zařízení na ramenech rypadel, spojích nakladače a ložiscích bubnu zhutňovače podobně těží z bezúdržbových řešení přírubových ložisek, která eliminují zátěž související s mazáním na vzdálených staveništích.
Stroje na zpracování potravin vyžadují ložiska, která fungují bez rizika kontaminace tukem nebo olejem v zónách, kde je možný kontakt s potravinářskými produkty, snášejí oplach agresivními čisticími chemikáliemi a splňují předpisy o bezpečnosti potravin, jako je FDA 21 CFR a EU 10/2011 pro materiály přicházející do styku s potravinami. Polymerová přírubová samomazná ložiska – zejména acetalová, UHMWPE a potravinářské kompozitní typy PTFE – splňují všechny tyto požadavky. Jejich odolnost vůči kyselinám, zásadám a dezinfekčním prostředkům používaným při čištění potravinářských provozů v kombinaci s jejich bezúdržbovým provozem z nich činí výchozí specifikaci ložisek pro články řetězu dopravníků, míchací lopatky, vačkové kladičky plnicího stroje a otočné klouby porcování.
Klouby robotických ramen, lineární vodicí otočné čepy, uchopovací mechanismy a přenosové spoje dopravníků v automatizovaných výrobních systémech vyžadují přesný, opakovatelný výkon ložisek s nulovou údržbou mazání – intervaly mazání jsou neslučitelné s nepřetržitým bezobslužným provozem automatizovaných výrobních linek. Přírubová samomazná ložiska poskytují rozměrovou přesnost a opakovatelnost polohy potřebnou pro konzistentní výkon robota, zatímco příruba poskytuje přesnost axiálního umístění, která je nezbytná pro udržení přesnosti středu nástroje (TCP) po miliony cyklů.
I to nejkvalitnější přírubové samomazné ložisko bude mít nedostatečnou výkonnost nebo předčasně selže, pokud je nainstalováno nesprávně. Následující instalační postupy jsou nezbytné pro dosažení plné plánované životnosti těchto součástí.
Výběr optimálního přírubového samomazného ložiska pro novou konstrukci nebo náhradní aplikaci, které jsou k dispozici od mnoha výrobců, nabízí mnoho typů materiálů, rozsahů velikostí a výkonnostních tříd podle systematického vyhodnocovacího procesu. Procházením následujících parametrů v pořadí získáte strukturovanou cestu ke správné specifikaci:

Struktura materiálu: Hliníková litá mosaz CuZn25Al6Fe3Mn3, s grafitovou vložkou. Vlas...

Pevné samomazné jezdce ve tvaru L je vyrobeno zapuštěním vysoce čistého grafitového tuhého maziva...
Pevné samomazné měděné kroužky jsou vysoce výkonné komponenty, vyrobené přesným obráběním s otvor...
Vysoká pevnost v tahu: Pevnost v tahu tohoto produktu dosahuje až 750 N/mm², což zajišťuje vynika...

Toto bimetalové samomazné kuličkové ložisko je navrženo pro vysoký výkon a odolnost a vyznačuje s...
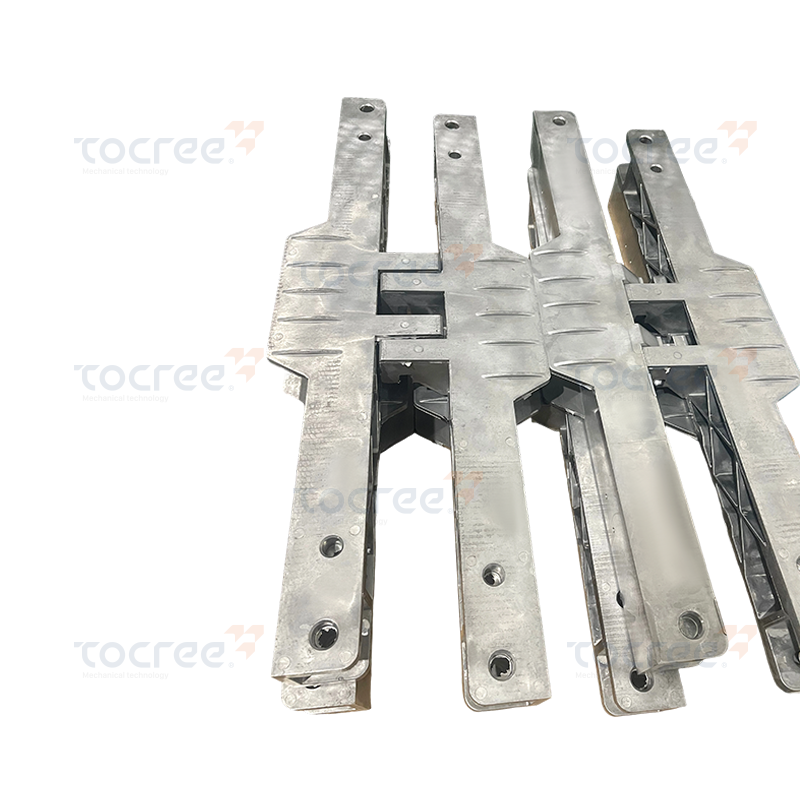
Tento rám z hliníkové slitiny je speciálně navržen tak, aby vyhovoval aplikačním požadavkům vozid...
autorská práva © 2025 Jiashan Tocree Machinery Co., Ltd. Všechna práva vyhrazena.
Přizpůsobené díly strojů na výrobu slitin mědi
