Na jakékoli dotazy a zpětnou vazbu od zákazníků odpovíme trpělivě a pečlivě.
Tento rám z hliníkové slitiny je speciálně navržen tak, aby vyhovoval aplikačním požadavkům vozid...
Když lidé mluví o mechanické díly z hliníkové slitiny , obvykle se týkají přesně obrobených součástí vyrobených buď z hliníkových slitin, legovaných ocelí, nebo z kombinace obou v rámci stejné sestavy. Tyto díly jsou páteří moderních mechanických systémů – nacházejících se ve všem od automobilových hnacích ústrojí a leteckých rámů až po průmyslové stroje, robotiku a spotřební elektroniku. Tento termín zahrnuje širokou skupinu součástí včetně držáků, pouzder, hřídelí, ozubených kol, přírub, upevňovacích prvků a konstrukčních rámů, všechny vyrobené z umělých kovových slitin vybraných pro jejich specifické mechanické vlastnosti.
Slitiny hliníku jsou kovové materiály, ve kterých je hliník primárním prvkem, kombinovaný s mědí, hořčíkem, křemíkem, zinkem nebo manganem pro zvýšení pevnosti, tvrdosti nebo odolnosti proti korozi. Na druhé straně legované oceli jsou materiály na bázi železa se záměrnými přísadami chrómu, niklu, molybdenu nebo vanadu pro zlepšení houževnatosti, odolnosti proti opotřebení nebo prokalitelnosti nad rámec toho, co může nabídnout samotná uhlíková ocel. Pochopení, který materiál patří do které části mechanické sestavy, je výchozím bodem pro jakékoli úspěšné inženýrské rozhodnutí nebo rozhodnutí o nákupu.
Volba mezi hliníkovou slitinou a legovanou ocelí pro mechanickou část není jen otázkou výběru pevnějšího materiálu. Vyžaduje vyvážení hmotnosti, pevnosti, obrobitelnosti, nákladů a specifických požadavků provozního prostředí. Tyto dvě materiálové rodiny se významně liší v každé z těchto dimenzí.
| Majetek | Hliníková slitina | Legovaná ocel |
| Hustota | ~2,7 g/cm³ (lehký) | ~7,8 g/cm³ (těžký) |
| Pevnost v tahu | 200–700 MPa | 500–1900 MPa |
| Odolnost proti korozi | Vynikající (přírodní vrstva oxidu) | Střední (vyžaduje nátěr) |
| Obrobitelnost | Velmi snadné, vysoké řezné rychlosti | Střední až obtížné |
| Tepelná vodivost | Vysoká (~160 W/m·K) | Nízká (~30–50 W/m·K) |
| Odolnost proti opotřebení | Nižší (lze zlepšit eloxováním) | Vysoká (zejména kalené třídy) |
| Relativní náklady | Vyšší cena surovin | Obecně nižší na kg |
V praxi dominují díly z hliníkové slitiny všude tam, kde je prioritou úspora hmotnosti – letecké konstrukce, komponenty zavěšení automobilů, rámy jízdních kol a kryty přenosných zařízení. Díly z legované oceli se uplatňují tam, kde je vysoká únosnost, únavová pevnost nebo tvrdost povrchu nesmlouvavá – klasickými příklady jsou převodovky, klikové hřídele, vysoce namáhané spojovací prvky a řezné nástroje.
Ne všechny slitiny hliníku a legované oceli jsou si rovné. V rámci každé rodiny jsou specifické třídy formulovány pro konkrétní mechanické role a určení nesprávné třídy je jednou z nejčastějších a nákladných chyb při nákupu dílů.
Chování hliníkových slitin a legovaných ocelí při obrábění je zásadně odlišné a pochopení této mezery pomáhá jak inženýrům navrhujícím díly, tak kupujícím při hodnocení nabídek. Náklady na obrábění, dodací lhůty a dosažitelné tolerance – to vše závisí do značné míry na daném materiálu.
Hliník je jedním z nejlépe obrobitelných kovů. CNC frézování a soustružení hliníkových slitin může běžet řeznými rychlostmi 3 až 5krát rychlejšími než ocel, čímž se výrazně zkracuje doba cyklu a opotřebení nástrojů. Nástroje z tvrdokovu nebo rychlořezné oceli (HSS) fungují dobře. Hlavními výzvami při obrábění hliníku jsou vybudovaná hrana (BUE) — kde měkký hliník přilne k řeznému nástroji — a tendence materiálu produkovat dlouhé, vláknité třísky, které se mohou ve stroji zamotat. Standardní řešení jsou nástroje s vysokým úhlem čela, leštěné drážky a adekvátní průtok chladicí kapaliny. Těsné tolerance až do ±0,01 mm jsou běžně dosažitelné na dobře udržovaném CNC zařízení.
Legované oceli jsou výrazně hůře obrobitelné, zejména v podmínkách tepelného zpracování nebo kalení. Řezné rychlosti musí být sníženy, tvrdokovové nástroje jsou v podstatě povinné pro objemy výroby a životnost nástroje je dramaticky kratší než u hliníku. Tvrdší třídy, jako je nástrojová ocel D2, často vyžadují broušení nebo EDM (obrábění elektrickým výbojem) spíše než konvenční řezání. Výhodou je, že legovaná ocel drží těsnější tolerance pod řeznými silami než hliník a hotové povrchy jsou méně náchylné k otřepům na ostrých hranách. U velkoobjemových ocelových dílů je optimalizace řezných parametrů, geometrie nástroje a strategie chladicí kapaliny zásadní pro udržení nákladů na díl pod kontrolou.

Surově opracované hliníkové slitiny a ocelové díly se zřídka používají bez nějaké formy povrchové úpravy. Správná úprava může dramaticky prodloužit životnost, zlepšit odolnost proti korozi, snížit tření a zlepšit vzhled – to vše bez změny geometrie jádra součásti.
I ty nejlépe specifikované a nejlépe vyrobené mechanické díly z hliníkové slitiny a legované oceli se časem opotřebují, zkorodují nebo se unaví, pokud nebudou správně udržovány. Přístup strukturované údržby prodlužuje životnost, snižuje neplánované prostoje a včas varuje před hrozící poruchou.
Pravidelně kontrolujte nosné díly a díly vystavené opotřebení, zda nevykazují viditelné známky degradace: povrchové důlky nebo bílé usazeniny prášku na hliníkových dílech svědčí o korozi; rezavé pruhy nebo odlupování na ocelových dílech signalizují poruchu povlaku. Rozměrové kontroly kritických vlastností – průměry hřídele, rozměry vrtání, délky záběru závitu – by měly být prováděny v naplánovaných intervalech pomocí kalibrovaných měřidel. Jakékoli měření, které se vymyká původní konstrukční toleranci, je důvodem k výměně, nejen pozorování.
Kluzné a rotující díly z legované oceli vyžadují konzistentní mazání, aby se minimalizovalo adhezivní a abrazivní opotřebení. Správný typ maziva (tuk, olej nebo suchý film) a interval domazávání by se měly řídit specifikací OEM – použití nesprávné viskozity nebo přemazání utěsněných ložisek jsou běžné chyby údržby, které opotřebení spíše urychlují, než mu zabraňují. U hliníkových dílů běžících proti oceli je třeba vzít v úvahu galvanickou a tribologickou kompatibilitu; Kluzné kontakty hliník na oceli často těží z maziv pro suchý film na bázi PTFE nebo sirníku molybdeničitého (MoS2) spíše než z konvenčního oleje.
Vysokocyklová únava je tichý způsob selhání u dílů z hliníkové slitiny i legované oceli, které jsou vystaveny opakovanému zatížení. Trhliny vznikají při koncentracích napětí – díry, drážky pro pero, ostré rohy, povrchové škrábance – a šíří se s každým zatěžovacím cyklem, dokud nedojde k náhlému zlomu. Metody nedestruktivního testování (NDT) včetně kontroly průniku barvivem (DPI) pro hliník a magnetická kontrola částic (MPI) pro ocel mohou odhalit povrchové trhliny dříve, než dosáhnou kritické délky. U dílů kritických z hlediska bezpečnosti v letectví, automobilovém průmyslu nebo aplikacích těžkého strojírenství by NDT mělo být začleněno do plánovaných postupů generální opravy v intervalech definovaných analýzou únavové životnosti součásti.
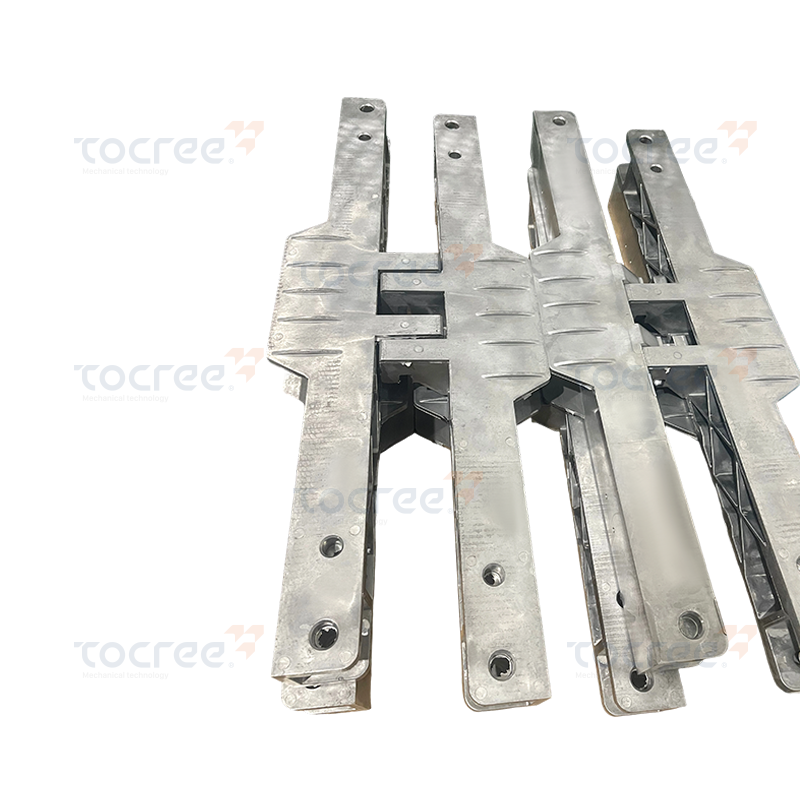
Tento rám z hliníkové slitiny je speciálně navržen tak, aby vyhovoval aplikačním požadavkům vozid...

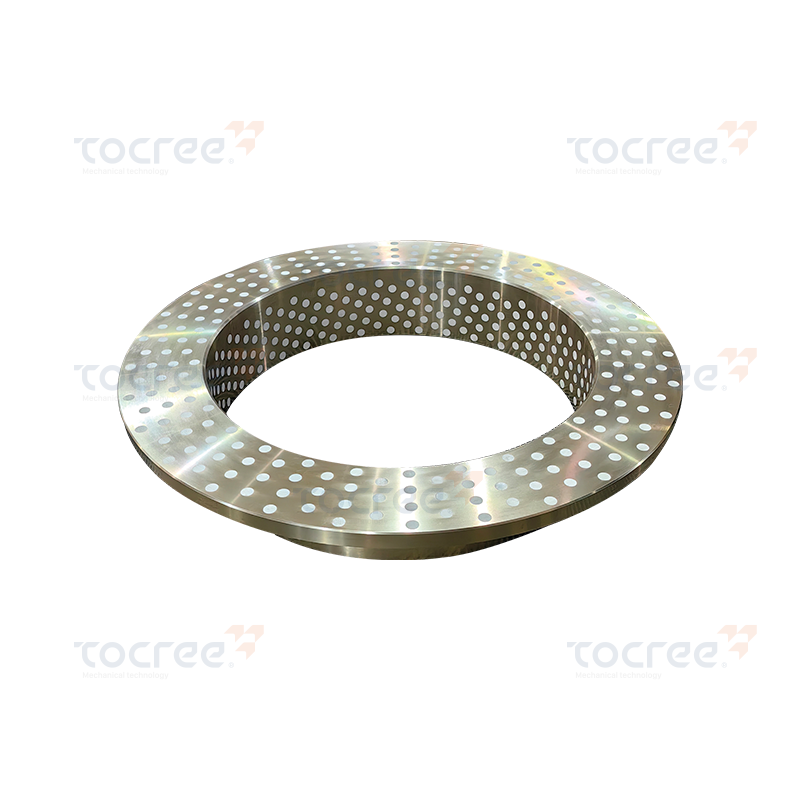
Struktura materiálu: Hliníková litá mosaz CuZn25Al6Fe3Mn3, s grafitovou vložkou. Vlas...
Jednopřírubová pevná samomazná měděná manžeta z PTFE je vysoce výkonná mechanická součást. Vyrábí...

Tato vysoce výkonná mosazná jednopřírubová objímka je speciálně navržena pro velká průmyslová lož...

Dvoupřírubové mosazné pouzdro je vysoce výkonné kovové pouzdro, široce používané v mechanických z...
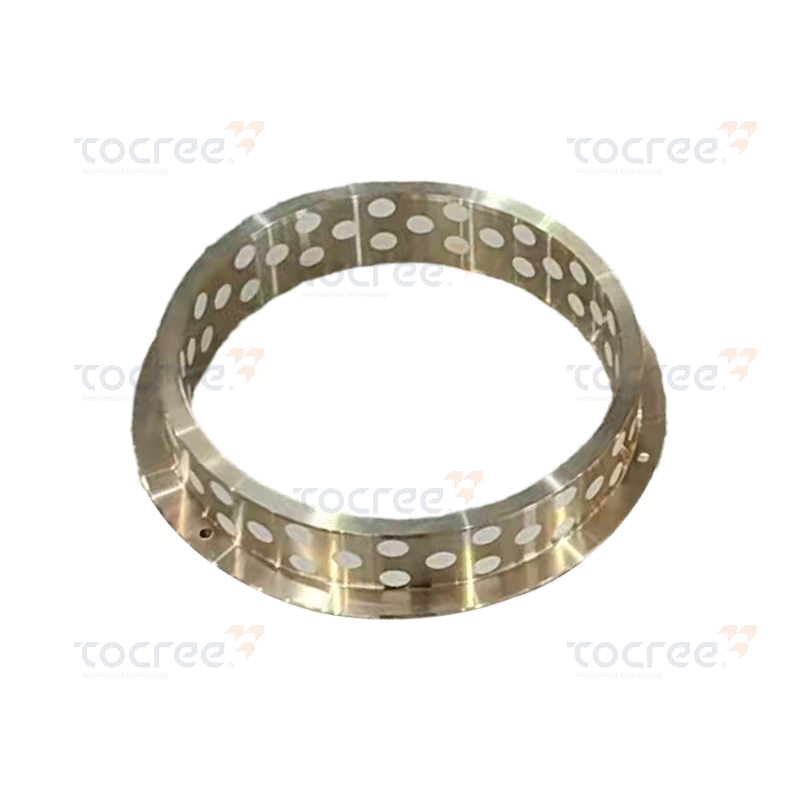
Vysoká pevnost v tahu: Pevnost v tahu tohoto produktu dosahuje až 750 N/mm², což zajišťuje vynika...
autorská práva © 2025 Jiashan Tocree Machinery Co., Ltd. Všechna práva vyhrazena.
Přizpůsobené díly strojů na výrobu slitin mědi
