Na jakékoli dotazy a zpětnou vazbu od zákazníků odpovíme trpělivě a pečlivě.
Zakřivený jezdec ze slitiny mědi je vyroben z vysoce výkonného cínového bronzu jako základního ma...
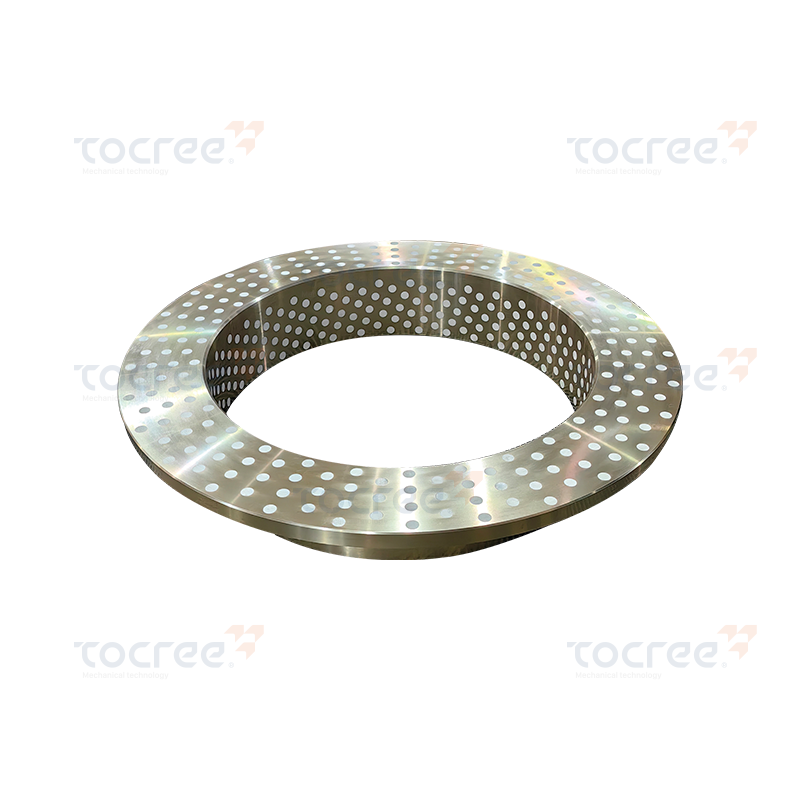
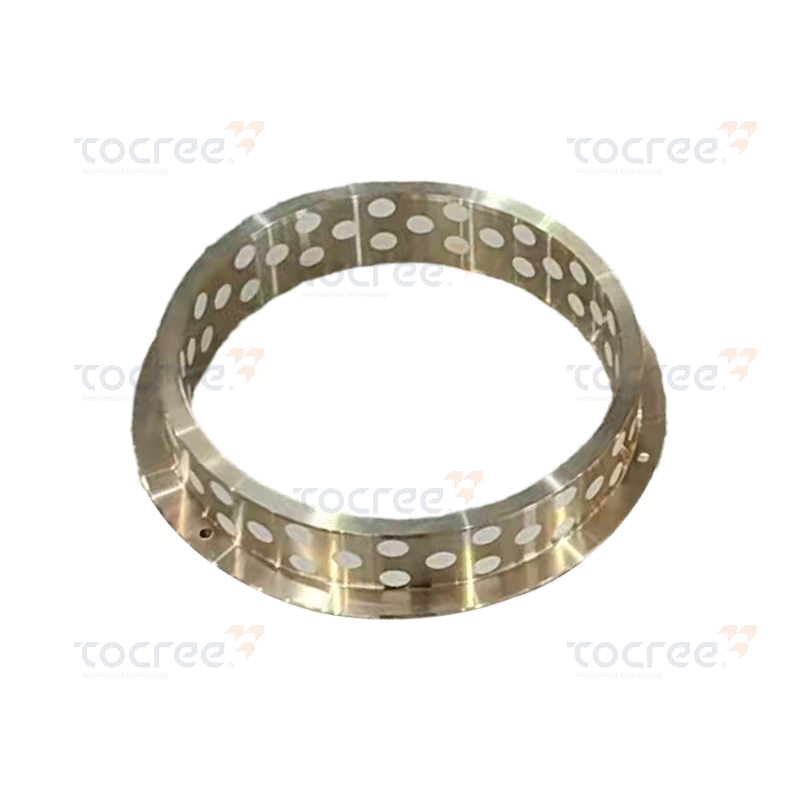
A zakřivený jezdec ze slitiny mědi — také označovaný jako bronzový obloukový jezdec, zakřivený kluzný blok nebo otěrová podložka s obloukovým profilem — je přesná třecí součástka vyrobená ze slitiny na bázi mědi a profilovaná se zakřiveným nebo obloukovým kluzným povrchem. Na rozdíl od plochých lineárních lišt nebo přímých otěrových desek umožňuje zakřivená geometrie součásti přizpůsobit se rotačnímu, otočnému pohybu nebo pohybu po obloukové dráze při zachování celoplošného kontaktu a konzistentního třecího rozhraní v celém rozsahu pohybu. Díky této geometrii je obloukový posuvník ze slitiny mědi součástí volby všude tam, kde osa stroje, táhlo, mechanismus formy nebo konstrukční kloub musí vést pohyb podél definovaného poloměru spíše než po přímce.
Volba slitiny mědi jako základního materiálu je záměrná a technicky podložená. Slitiny na bázi mědi – zejména hliníkové bronzy, cínové bronzy a manganové bronzy – kombinují jedinečný soubor vlastností, kterým se žádný železný nebo polymerní materiál nevyrovná v průsečíku nosnosti, tepelné vodivosti, odolnosti proti korozi a tribologické výkonnosti. Přirozená mazací schopnost materiálu vůči ocelovým protiplochám, jeho schopnost neškodně zachycovat jemné abrazivní částice, než aby jim umožnila rýhovat dosedací povrch, a jeho tolerance k okrajovým nebo přerušovaným podmínkám mazání z něj činí referenční materiál pro přesné kluzné komponenty v náročných průmyslových prostředích.
Funkční rozdíl mezi plochou kluznou plochou a zakřivenou kluznou plochou přesahuje geometrii. Když se jezdec pohybuje po obloukové dráze, mění se kontaktní mechanika, rozložení tlaku a chování mazacího filmu způsobem, který ovlivňuje výkon i životnost.
U plochého lineárního jezdce je kontaktní tlak relativně rovnoměrný po celé ploše podložky za předpokladu, že je součást správně vyrovnána a přiměřeně podepřena. V a zakřivený jezdec ze slitiny mědi při provozu podél obloukové dráhy nebo vývrtu je kontakt přizpůsobivý — konvexní nebo konkávní povrch jezdce odpovídá odpovídajícímu poloměru protilehlé dráhy nebo krytu. Přizpůsobivý kontakt rozděluje aplikované zatížení na celý kontaktní oblouk, čímž dramaticky snižuje špičkové kontaktní napětí ve srovnání s podmínkami zatíženého okrajem nebo bodovým kontaktem, které vznikají, když je neprofilovaná součást nucena do pohybu po obloukové dráze. Nižší špičkové napětí se přímo promítá do delší životnosti opotřebení, snížení tření a snížení rizika únavy povrchu nebo zadření na rozhraní.
Zakřivená geometrie také ovlivňuje chování hydrodynamického mazání. Když se jezdec pohybuje po svém oblouku, vytváří klínovitý film maziva v konvergující mezeře před směrem pohybu – stejný mechanismus, který vytváří olejový film v hydrodynamickém kluzném ložisku. Tento samotlačný film omezuje kontakt kov na kov a při kontinuálně se pohybujících aplikacích může udržovat úplné oddělení tekutého filmu mezi jezdcem a jeho protilehlým povrchem i při mírných provozních rychlostech. U zakřivených jezdců ze slitiny mědi v saních vstřikovacích forem, vedení kovacího lisu a přesných nástrojích toto chování vysvětluje, proč správně navržené součásti často vydrží mnohem déle, než by naznačovala jejich vypočítaná teoretická životnost.
Ne všechny slitiny mědi poskytují ekvivalentní výkon v aplikacích se zakřivenými jezdci. Podmínky zatížení, materiál styčného povrchu, provozní teplota, režim mazání a přítomnost korozivních médií, to vše ovlivňuje, která rodina slitin a konkrétní jakost budou fungovat nejlépe. Následující třídy dominují výrobě zakřivených jezdců v průmyslových nástrojích a strojních aplikacích.
Hliníkový bronz obsahující přibližně 9–11 % hliníku s příměsí železa, niklu a manganu je tažnou slitinou pro vysoce výkonné zakřivené jezdce ze slitiny mědi v náročných aplikacích. Kappa fáze bohatá na hliník distribuovaná přes měděnou matrici poskytuje mimořádnou tvrdost (typická tvrdost podle Brinella 170–190 HB v lité formě, až 220 HB po tepelném zpracování) spolu s vynikající odolností proti opotřebení a odolností proti korozi. C95400 (označení UNS) a jeho čínský ekvivalent QAl9-4-4-2 poskytují pevnost v tahu 620–690 MPa a mez kluzu v tlaku přesahující 250 MPa – kapacitu, která je činí vhodnými pro vysoká kontaktní napětí, s nimiž se setkáváme u vedení kovacího lisu, ložisek tyčí hydraulických válců a těžkých saní forem. Hliníkové bronzové zakřivené jezdce si zachovávají svou pevnost a tvrdost při teplotách až 500 °C, díky čemuž jsou jedinou konvenční slitinou mědi vhodnou pro operace přesahující 250 °C. Jejich jediné omezení je tribologické: hliníkové bronzy vyžadují spolehlivé mazání a tvrzený styčný povrch (minimálně 300–400 HBN), protože postrádají přirozenou schopnost zalévání a proti zadření cínových a olovnatých bronzů.
Cínový bronz – obvykle obsahující 6–8 % cínu s přísadami zinku a olova – je univerzální slitina mědi pro aplikace se zakřivenými jezdci, kde je zatížení mírné, rychlosti jsou proměnlivé a je potřeba určitá tolerance pro okrajové mazání. Dispergovaná olověná fáze v olovnatém cínovém bronzu (nejběžnější komerční jakost) funguje jako tuhé mazivo – v podmínkách nedostatečného olejového filmu se olovo rozmazává po kontaktním povrchu, zabraňuje zadření kov na kov a přemosťuje krátká přerušení mazání bez poškození. Tato "vnořitelnost" také umožňuje, aby jemné abrazivní částice, které vstupují do kontaktní zóny, byly absorbovány do měkké matrice, spíše než aby poškrábaly spojovací povrch. Zakřivené jezdce z cínového bronzu jsou standardní volbou pro vstřikovací kluzné mechanismy, vačkové kladičky, obecné strojní lišty a jakékoli aplikace kombinující mírné kontaktní tlaky s možností suchého nebo mezního mazání. Typická tvrdost je 60–75 HB a pevnost v tahu 240–280 MPa – vhodná pro většinu nástrojů a obecných průmyslových aplikací, ale nedostatečná pro prostředí s nejvyšším kontaktním namáháním, kterým hliníkový bronz slouží.
Manganový bronz je vysoce pevná slitina mědi a zinku s přísadami hliníku, manganu, železa a někdy i niklu, která vytváří pevnost v tahu 760–900 MPa a tvrdost 200–230 HB. To jej řadí mezi hliníkový bronz a cínový bronz ve spektru kluzných vlastností – pevnější než cínový bronz, ale s lepšími vlastnostmi proti zadření než standardní druhy hliníkového bronzu. Zakřivené jezdce z manganového bronzu se používají v přístavních a jeřábových strojích, otočných bodech stavebních zařízení, námořním hardwaru a součástech řízení těžkých vozidel, kde je současně vyžadována jak nosnost konstrukce, tak vedení pohybu po zakřiveném oblouku. Bezolovnaté verze s označením CuZn25Al5Mn4Fe3 (v souladu s RoHS a REACH) jsou stále více specifikovány na evropských a severoamerických trzích.
Fosforový bronz — cínový bronz s příměsemi fosforu, které dezoxidují taveninu a zlepšují kvalitu odlitku — se používá v aplikacích se zakřivenými kluzáky, které vyžadují vysokou odolnost proti únavě a konzistentní koeficient tření během prodloužených provozních cyklů. Fosfor zjemňuje strukturu zrna a zvyšuje mez pružnosti slitiny, což je zvláště cenné v aplikacích s oscilačním (spíše než kontinuálním) pohybem oblouku, kde jezdec pod zatížením opakovaně obrací směr. Typické aplikace zahrnují mechanismy nástrojů, sedla ventilů a součásti přesných nástrojů, kde rozměrová stabilita při cyklickém zatížení záleží více než maximální nosnost.
| Majetek | Hliníkový bronz C95400 | Cínový bronz C93200 | Manganový bronz C86300 | Fosforový bronz C54400 |
|---|---|---|---|---|
| Tvrdost (HB) | 170–220 | 60–75 | 200–230 | 80–100 |
| Pevnost v tahu (MPa) | 620–690 | 240–280 | 760–900 | 310–380 |
| Max. provozní teplota | 500 °C | 250 °C | 300 °C | 200 °C |
| Vlastnosti proti záchvatům | Střední (potřebuje spolehlivé mazivo) | Vynikající (olověná fáze) | Dobře | Dobře |
| Odolnost proti korozi | Výborně | Dobře | Dobře | Dobře |
| Samomazná verze | Ano (grafitová zástrčka) | Ano (napuštěno olejem) | Omezené | Ano (slinuté) |
| K dispozici jakost bez olova | Ano | Omezené (Bi substitute) | Ano | Ano |
| Primární aplikace | Těžké formy, kovací lis, námořní, vysokoteplotní | Skluzavky vstřikovací formy, obecné nástroje, kladičky vaček | Přístavní stroje, konstrukce, námořní hardware | Přesné nástroje, oscilační mechanismy, nástroje |
Jedním z prakticky nejdůležitějších pokroků v technologii zakřivených jezdců ze slitiny mědi je integrace tuhého maziva do samotného těla jezdce, čímž vzniká součást, která zajišťuje vlastní mazání po celou dobu životnosti bez závislosti na externí dodávce oleje nebo maziva. Samomazné zakřivené bronzové jezdce se vyrábějí vyvrtáním nebo odlitím vzoru otvorů nebo kanálů do kluzné plochy a vtlačením tuhého mazacího materiálu – nejčastěji grafitu, ale také PTFE, sirníku molybdenu (MoS₂) nebo jejich kombinací – do těchto nádrží.
Zásadní je princip konstrukce: otvory zásobníku maziva musí být umístěny tak, aby při pohybu jezdce po oblouku každý bod na protilehlém povrchu prošel alespoň jednou kapsou maziva během jediného úplného zdvihu. To zajišťuje, že celá kontaktní zóna přijímá souvislý tenký film maziva nanesený přímo grafitem nebo PTFE v okamžiku kontaktu. V dobře navrženém samomazném zakřiveném jezdci udržuje tento mechanismus hraniční mazací podmínky přes celou kontaktní plochu i během prodlouženého provozu bez jakéhokoli vnějšího mazání, což z nich činí standardní specifikaci pro:
Hustota a průměr zátky maziva jsou navrženy pro konkrétní aplikaci – vysokorychlostní mechanismy s krátkými zdvihy potřebují hustší vzorek zátky než pomalu se pohybující součásti s dlouhým zdvihem. Běžný standardní vzor pro hliníkové bronzové zakřivené kluzné kluzné desky používá grafitové zátky o průměru 8 mm se středovou roztečí 30–40 mm, uspořádané v odstupňované mřížce, aby bylo zajištěno nepřetržité pokrytí kluzné plochy mazivem v jakékoli poloze v rozsahu pohybu oblouku.

Geometrie zakřiveného oblouku v kombinaci s tribologickými vlastnostmi slitiny mědi vytváří součást, která řeší specifické technické problémy v celé řadě průmyslových odvětví. Následující aplikace představují nejobjemnější a nejnáročnější případy použití.
Vstřikovací formy a nástroje pro tlakové lití používají úhlové nebo zakřivené posuvné mechanismy jako systémy tažení jádra k vytvoření podříznutých prvků v plastových nebo kovových dílech, které nelze vyhodit z formy s přímým tahem. Když se forma otevře, tyto jezdce – často nazývané „boční akce“ – se musí pohybovat po definovaném oblouku nebo šikmé dráze, aby zatáhly tvarovací jádro, než může být součást vysunuta. Zakřivené jezdce ze slitiny mědi v této souvislosti slouží jako otěrová plocha mezi pohyblivým kluzným blokem a jeho vedením v základně formy. Vysoká tepelná vodivost hliníkového bronzu a cínového bronzu – až 10krát vyšší než u nástrojové oceli – je zde činí obzvláště cennými: šoupátko rychle odebírá teplo z nástroje, zkracuje dobu cyklu a zabraňuje vzniku horkých míst v oblastech, kam se chladicí voda nedostane. AMPCO-18 (hliníková bronzová slitina) je jednou z komerčně specifikovaných jakostí používaných pro opotřebení kluzných desek vstřikovacích forem právě pro tuto kombinaci kluzných vlastností a tepelného výkonu.
Beran nebo suport kovacího lisu nebo lisovacího lisu se musí pohybovat s vysokou přesností po vedené dráze, aby se zachovalo přesné vyrovnání mezi horní a spodní polovinou zápustky. U lisů používajících mechanismy obloukové dráhy nebo excentrického pohonu obsahuje vodicí systém lisu zakřivené bronzové otěrové desky nebo lišty s obloukovým profilem pro přizpůsobení mírné rotační složce pohybu beranu, když excentr pohání během svého pracovního cyklu. Zakřivené lišty z manganového bronzu a hliníkového bronzu jsou standardními materiály pro vedení saní lisů ve vysokotonážních lisech, kde kontaktní tlaky mohou dosáhnout 15–25 MPa a systém vedení musí udržovat přesnost vyrovnání menší než 0,05 mm během milionů lisovacích cyklů.
Výložníky rypadel, jeřábové výložníky, ramena nakladače a montážní body hydraulických válců zahrnují otočné klouby, které se otáčejí definovaným obloukem za těžkých, často rázově zatížených provozních podmínek. Zakřivené jezdce z měděné slitiny v těchto spojích – obvykle ve formě poloskořepinových obloukových vložek nebo sektorových otěrových podložek – rozdělují zatížení čepu přes celý kontaktní oblouk a poskytují povrch s nízkým třením, odolný proti opotřebení, který je potřebný k udržení vůlí spoje v rámci specifikace během let provozu v terénu v abrazivním, často vlhkém prostředí. Vynikající odolnost hliníkového bronzu proti korozi z něj činí dominantní volbu slitiny pro venkovní konstrukce a aplikace s otočným kloubem pro námořní lodě.
Axiální pístová hydraulická čerpadla a motory používají zakřivené bronzové jezdce – často nazývané kluzné podložky nebo přídržné desky – k vedení vratně se pohybujících pístů přes ventilovou desku a udržování hydrostatického filmu, který utěsňuje tlakovou komoru každého pístu. Zakřivený profil těchto součástí odpovídá poloměru vrtání bloku válců, což zajišťuje přizpůsobený kontakt a rovnoměrné rozložení tlaku v celém pracovním úhlu. Třídy cínového bronzu a fosforového bronzu se běžně používají pro tyto přesné hydraulické kluzné komponenty díky jejich vynikající rozměrové stabilitě, odolnosti proti působení hydraulické kapaliny a předvídatelnému třecímu chování v širokém rozsahu tlaků a teplot.
Mosty s velkým rozpětím, střechy stadionů a průmyslové budovy používají sestavy zakřivených dilatačních ložisek, které umožňují tepelnou roztažnost a seismický pohyb a zároveň přenášejí vertikální zatížení na spodní konstrukci. Bronzové obloukové kluzné desky v těchto ložiscích – obvykle cínový bronz nebo hliníkový bronz v závislosti na velikosti zatížení a vystavení korozi – poskytují zakřivenou kluznou plochu s nízkým třením, která se přizpůsobuje rotačním a translačním pohybům konstrukce. Tyto součásti mohou zůstat v provozu po dobu 30–50 let s minimální údržbou, díky čemuž je vlastní odolnost proti korozi a trvanlivost slitin mědi v této aplikaci obzvláště cenná.
Specifikace zakřiveného jezdce ze slitiny mědi pro novou aplikaci nebo výměnu zahrnuje definování několika vzájemně závislých parametrů. Jejich správné provedení ve fázi specifikace zabrání geometrii a nesouladu materiálů, které způsobují předčasné opotřebení nebo nesprávné uložení v sestavě.
Zakřivené jezdce ze slitiny mědi jsou navrženy jako součásti nahrazující opotřebení – jsou obětním opotřebitelným prvkem v sestavě, který má chránit dražší protilehlé povrchy před opotřebením a je třeba je vyměnit, když se opotřebují nad jejich provozní limit. Správné řízení vyžaduje znát indikátory opotřebení, kritéria výměny a jak prodloužit servisní intervaly pomocí správné praxe údržby.
Opotřebení zakřiveného jezdce ze slitiny mědi se nejsnáze monitoruje měřením montážní vůle mezi jezdcem a jeho odpovídajícím vedením nebo otvorem v definovaných intervalech. Nové instalace mají obvykle konstrukční vůli 0,02–0,08 mm pro aplikace s přesným obráběním a 0,05–0,20 mm pro obecné stroje. Když se tato vůle zvětší o definovaný násobek počáteční hodnoty – běžně se 3–5násobek počáteční vůle používá jako spouštěč výměny u přesných nástrojů – přesnost vedení oblouku se snížila na úroveň, která ovlivňuje kvalitu součásti nebo vyrovnání zápustky. V těžkých strojích je kritériem často začátek detekovatelné vůle nebo chrastění v kloubu při obrácení zatížení.
Vizuální kontrola kluzné plochy poskytuje další informace: rovnoměrné, leštěné opotřebení po celé ploše oblouku ukazuje dobré rozložení kontaktů a správné vyrovnání. Koncentrované opotřebení na hranách nebo v určitých úhlových polohách indikuje nesouosost, přetížení v části rozsahu oblouku nebo nesprávné přizpůsobení poloměru oblouku mezi jezdcem a vodicí dráhou – podmínky, které zkracují životnost a měly by být vyšetřeny a opraveny v době výměny, nejsou akceptovány jako normální.
U externě mazaných zakřivených jezdců ze slitiny mědi závisí interval mazání na provozních podmínkách: zatížení, otáčkách, teplotě a úrovni znečištění. Obecným výchozím bodem pro tukem mazané zakřivené bronzové jezdce v průmyslových strojích je domazávání každých 100–250 provozních hodin za normálních podmínek, snížení na každých 40–80 hodin ve vysoce zatěžovaném, prašném nebo vlhkém prostředí. Upřednostňovaným mazivem pro většinu zakřivených kluzných prvků ze slitiny mědi je EP (extrémní tlak) plastické mazivo se zahušťovadlem na bázi lithiového komplexu, NLGI Grade 2, obsahující 3–5 % sirníku molybdeničitého nebo grafitu jako pevnou přísadu do maziva. Mazání olejem je preferováno v aplikacích s nepřetržitým pohybem, kde lze udržovat olejový film — ISO VG 68 až ISO VG 220 v závislosti na provozní rychlosti a teplotě. Na kluzných prvcích ze slitiny mědi se vyhněte mazivům obsahujícím chlorované EP aditiva, protože chlór napadá slitiny měď-cín a měď-zinek a způsobuje urychlenou korozi kluzného povrchu.

Zakřivený jezdec ze slitiny mědi je vyroben z vysoce výkonného cínového bronzu jako základního ma...
Jednopřírubová pevná samomazná měděná manžeta z PTFE je vysoce výkonná mechanická součást. Vyrábí...
Vysoká pevnost v tahu: Pevnost v tahu tohoto produktu dosahuje až 750 N/mm², což zajišťuje vynika...

Toto pevné samomazné měděné pouzdro zalité PTFE kombinuje odolnost mosazi proti opotřebení se sam...

Turbíny ze slitin mědi jsou nepostradatelnou součástí moderních mechanických a energetických syst...
Tento rám z hliníkové slitiny je speciálně navržen tak, aby vyhovoval aplikačním požadavkům vozid...
autorská práva © 2025 Jiashan Tocree Machinery Co., Ltd. Všechna práva vyhrazena.
Přizpůsobené díly strojů na výrobu slitin mědi
