Na jakékoli dotazy a zpětnou vazbu od zákazníků odpovíme trpělivě a pečlivě.
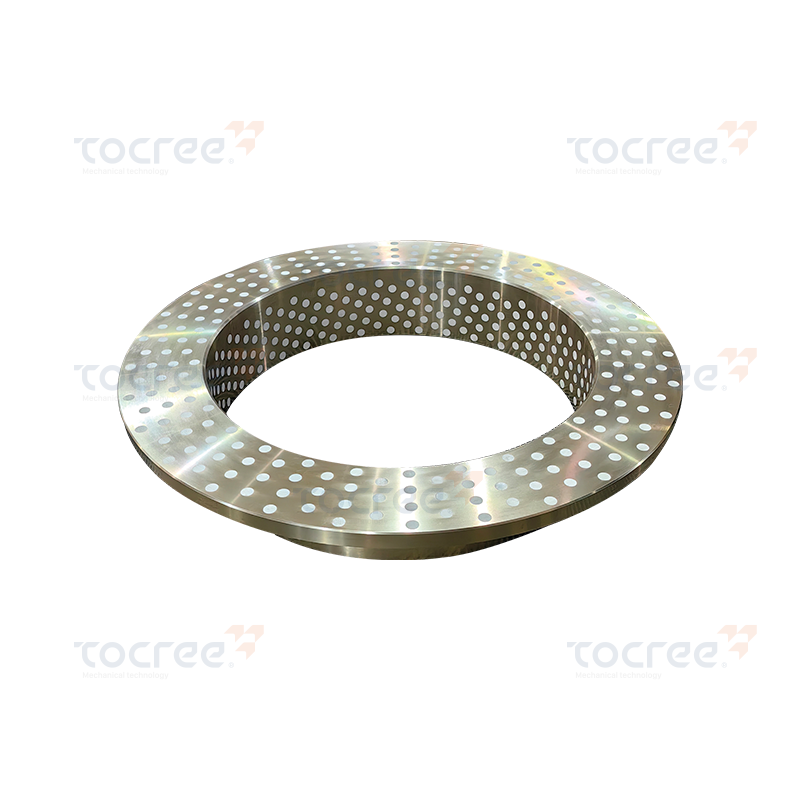
Zakřivený jezdec ze slitiny mědi je vyroben z vysoce výkonného cínového bronzu jako základního ma...
Samomazné kluzné ložisko ze slitiny mědi je kluzné ložisko vyrobené ze slitiny na bázi mědi – nejčastěji bronzu nebo mosazi – které je zalité zátkami s pevným mazivem, grafitovými vložkami nebo porézními strukturami impregnovanými olejem, které dodávají mazání nepřetržitě během provozu bez jakéhokoli vnějšího vstupu maziva nebo oleje. Na rozdíl od běžných kluzných ložisek, která jsou závislá na tlakovém olejovém filmu nebo pravidelném ručním mazání, aby se zabránilo kontaktu kov na kov mezi otvorem ložiska a hřídelí, samomazné ložisko ze slitiny mědi uvolňuje své zabudované mazivo na kluzné rozhraní, když se hřídel otáčí, čímž vytváří tenký, trvalý mazací film, který snižuje tření, kontroluje opotřebení po celou dobu životnosti ložiska a zabraňuje zadření.
Matrice ze slitiny mědi poskytuje strukturální pevnost, tepelnou vodivost a nosnost potřebnou k podpoře hřídele při statickém a dynamickém zatížení, zatímco zapuštěné mazivo – typicky grafit, PTFE, disulfid molybdenu (MoS₂) nebo olej – zajišťuje tribologickou funkci snížení tření na kontaktním rozhraní. Tato kombinace poskytuje samomazným kluzným ložiskům ze slitiny mědi výkonnostní obálku, které se konvenční bronzová pouzdra mazaná olejem nemohou rovnat v aplikacích, kde je vnější mazání nemožné, nepraktické nebo nežádoucí.
Tato ložiska jsou široce používána ve stavebních strojích, zemědělských strojích, zařízeních oceláren, vstřikovacích lisech, hydraulických systémech, strojích na zpracování potravin a lodním hardwaru – všude tam, kde je obtížný přístup k údržbě, je problémem kontaminace vnějších maziv nebo provozní podmínky, jako je vysoká teplota, velké zatížení, pomalá rychlost nebo oscilační pohyb, činí mazání hydrodynamickým olejovým filmem nespolehlivým. Pochopení materiálů, konstrukčních typů, výkonnostních charakteristik a výběrových kritérií samomazných pouzder ze slitiny mědi je zásadní pro konstruktéry, kteří specifikují ložiska pro náročné aplikace.
Volba slitiny mědi pro ložiskovou matrici významně ovlivňuje únosnost, tvrdost, odolnost proti korozi, obrobitelnost a kompatibilitu s mazacím systémem. Při výrobě samomazných kluzných ložisek se používá několik slitin na bázi mědi, z nichž každá má odlišné vlastnosti vhodné pro specifické provozní podmínky.
Cínový bronz – obvykle obsahující 8–12 % cínu s malým přídavkem fosforu (0,1–0,4 %) jako deoxidačního činidla a posilovače pevnosti – je nejrozšířenější slitinou mědi pro výrobu samomazných ložisek. Slitiny jako CuSn10 (C90700), CuSn12 (C90900) a CuSn8P poskytují vynikající pevnost v tlaku (250–350 MPa), dobrou tvrdost (75–90 HB), vysokou odolnost proti korozi ve vodě a mírném chemickém prostředí a vynikající kompatibilitu s grafitovými a PTFE mazacími vložkami. Samomazná pouzdra z fosforového bronzu jsou standardní volbou pro čepové spoje stavebních strojů, čepy hydraulických válců a obecné průmyslové čepy pracující při středním až velkém zatížení při nízkých až středních posuvných rychlostech.
Slitiny hliníkového bronzu (CuAl10Fe3, CuAl10Ni5Fe4 — C95400, C95500) obsahují 8–11 % hliníku s přísadami železa a niklu, které zpřesňují mikrostrukturu a zlepšují mechanické vlastnosti. Hliníková bronzová samomazná ložiska poskytují výrazně vyšší pevnost (450–700 MPa pevnost v tahu) a tvrdost (150–200 HB) než cínový bronz, spolu s vynikající odolností proti korozi v mořské vodě, kyselém prostředí a vysokoteplotním provozu až do 300 °C. Díky těmto vlastnostem jsou samomazná kluzná ložiska z hliníkového bronzu preferovanou volbou pro náročné aplikace, jako jsou zařízení oceláren, kloubové čepy velkých rypadel, ložiska lodních kormidel a lisovací nástroje pro vysoké zatížení, kde by se fosforový bronz deformoval pod aplikovaným kontaktním tlakem.
Slitiny olovnatého bronzu (CuPb10Sn10, CuPb15Sn8) obsahují olovo jako distribuovanou měkkou fázi v matrici bronzu. Olověná fáze působí na kluzném povrchu jako pevné mazivo in situ, čímž zlepšuje přizpůsobivost a zapouzdřitelnost ložiska – jeho schopnost vyrovnávat malé nesouososti hřídele a zapouštět částice tvrdých nečistot bez poškrábání hřídele. Samomazná ložiska z olovnatého bronzu se historicky používala v hlavních ložiscích automobilových motorů, ojničních ložiscích a pouzdrech převodovek. Environmentální předpisy omezující obsah olova ve strojních součástech však vedly k postupnému přechodu k bezolovnatým alternativám v nových konstrukcích, přičemž bismutový bronz a cín-zinkový bronz se objevily jako bezolovnaté náhražky se srovnatelným tribologickým výkonem.
Manganový bronz (CuZn38Mn1Al) a nikl-hliníkový bronz (CuAl10Ni5Fe4) se používají v náročných námořních a pobřežních aplikacích, kde je zapotřebí extrémní odolnost proti korozi kombinovaná s vysokou nosností – ložiska lodního hřídele, zařízení pro vrtání na moři a podmořské pohony ventilů. Tyto slitiny nabízejí pevnost v tahu nad 600 MPa a odolávají korozi v mořské vodě i kavitační erozi. V kombinaci s mazáním grafitové zátky tvoří vysoce odolná samomazná kluzná ložiska, která jsou schopna prodlouženého provozu v ponořených prostředích nebo v prostředích s rozstřikovanou vodou, kde je vnější mazání zcela nepraktické.
Samomazná funkce kluzných ložisek ze slitiny mědi je zajištěna několika různými metodami integrace maziva. Každý přístup má jiné výkonnostní charakteristiky, teplotní limity a vhodnost pro konkrétní provozní prostředí.
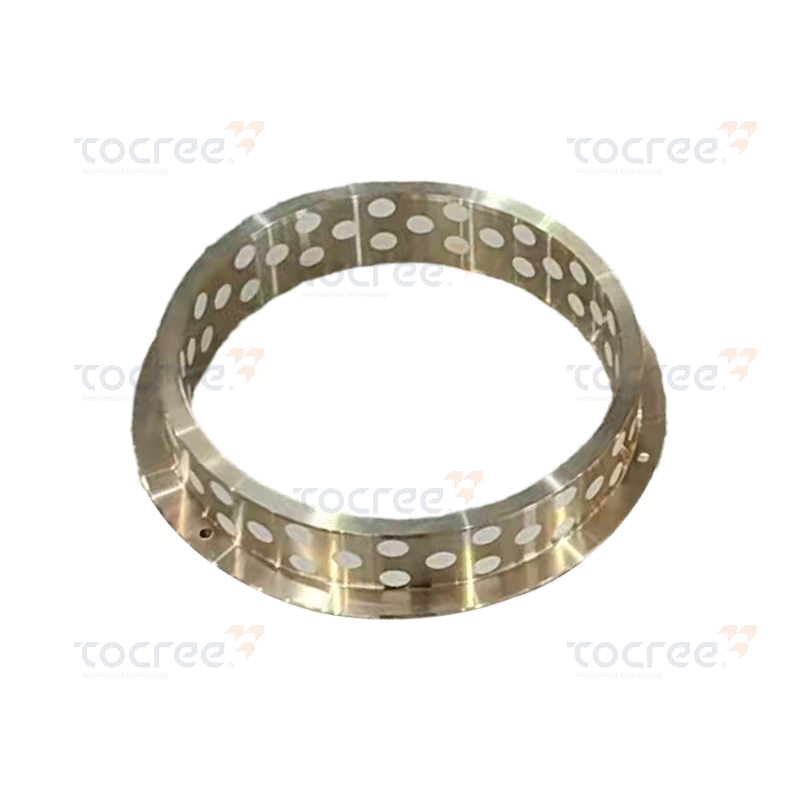
Nejběžnější konstrukce samomazných ložisek ze slitiny mědi pro velká zatížení zahrnuje vyvrtání vzoru otvorů – obvykle o průměru 6–30 mm v závislosti na velikosti ložiska – do povrchu otvoru litého nebo obrobeného bronzového pouzdra a následné zatlačení pevných grafitových záslepek do těchto otvorů. Jak se hřídel otáčí proti vrtání ložiska, grafitové zátky rozmazávají tenký film grafitu jak na vrtání ložiska, tak na povrch hřídele, čímž se vytvoří trvalá vrstva tuhého maziva. Grafit má vrstvenou krystalickou strukturu, která se snadno střihne při kluzném kontaktu a poskytuje koeficienty tření 0,05–0,15 za sucha. Bronzová ložiska s grafitovou zátkou fungují spolehlivě při teplotách do 400 °C v oxidačních atmosférách (a vyšších v inertních nebo redukčních atmosférách), díky čemuž jsou vhodná pro vysokoteplotní aplikace, jako jsou dopravníkové systémy pecí, horké lisovací desky a zařízení oceláren, která by zničila olejová nebo tuková maziva.
Polytetrafluorethylenové (PTFE) zátky nebo PTFE-grafitové kompozitní vložky zalisované do vrtaných bronzových matric kombinují extrémně nízký koeficient tření PTFE (tak nízký jako 0,04 za kluzných podmínek) se strukturální pevností bronzové matrice. Tvorba přenosového filmu PTFE na hřídeli protičela vytváří odolnou, chemicky inertní mazací vrstvu. Samomazná pouzdra ze slitiny mědi plněná PTFE jsou upřednostňována při zpracování potravin, farmacii a aplikacích v čistých prostorách, kde je kontaminace olejem nebo grafitem nepřijatelná, a v aplikacích s oscilačním nebo pomalým kontinuálním pohybem, kde je přenosový film PTFE nejúčinnější. Teplotní limit pro maziva na bázi PTFE je přibližně 260 °C při nepřetržitém provozu.
Ložiska ze slinutého porézního bronzu – vyráběná zhutňováním a slinováním bronzového prášku za vzniku řízené pórovitosti 20–30 % objemu – jsou po slinování vakuově impregnována mazacím olejem. Olej se zadržuje v porézní struktuře a uvolňuje se na kluzný povrch tepelnou roztažností a kapilárním působením, když se ložisko během provozu zahřívá, a poté se znovu absorbuje, když se ložisko ochladí. Olejem impregnovaná samomazná ložiska ze slinutého bronzu jsou vhodná pro aplikace se středním zatížením a rychlostí, kde provozní podmínky umožňují efektivní cyklování oleje – elektromotory, malá zařízení, kancelářské vybavení a ložiska zemědělských strojů. Jejich nosnost je nižší než u ložisek z masivního bronzu s vložkami, ale ve vhodných aplikacích poskytují skutečně bezúdržbové mazání po celou dobu životnosti.
Sulfid molybdeničný (MoS2) je zabudován do samomazných ložisek ze slitiny mědi buď jako zátky, jako součást kompozitních materiálů vložky, nebo jako povrchový povlak nanesený na vrtání ložiska. MoS₂ má vynikající mazací vlastnosti v prostředích vakua a inertní atmosféry, kde je účinnost grafitu (která částečně závisí na adsorbované vodní páře) snížena – díky čemuž jsou bronzová samomazná ložiska obsahující MoS2 preferovanou volbou pro letecké mechanismy, zařízení vakuových pecí a kosmické aplikace. Vysoce výkonné kompozitní materiály vložek kombinující grafit, MoS₂, PTFE a kovová pojiva se používají v nejnáročnějších aplikacích a nabízejí nízké tření v širokém teplotním rozsahu a za podmínek mezního mazání, které by byly výzvou pro jakýkoli jednosložkový mazací systém.

Výběr správné kombinace bronzové slitiny a mazacího systému vyžaduje přizpůsobení výkonnostních charakteristik ložiska požadavkům dané aplikace. Níže uvedená tabulka poskytuje srovnávací přehled nejběžnějších typů samomazných kluzných ložisek ze slitiny mědi:
| Typ ložiska | Maximální zatížení (MPa) | Maximální teplota (°C) | Koeficient tření. | Nejlepší aplikace |
| Cínové bronzové grafitové zátky | 60–80 | 400 | 0,05–0,15 | Všeobecné průmyslové, stavební zařízení |
| Hliníkový bronz Graphite Plugs | 100–150 | 300 | 0,06–0,18 | Těžké stroje, ocelárny, námořní |
| Cínový bronz PTFE vložky | 40–60 | 260 | 0,03–0,10 | Zpracování potravin, farmacie, čisté prostředí |
| Sintrovaný bronzový olej Impregnovaný | 15–25 | 120 | 0,05–0,12 | Elektromotory, malé spotřebiče, lehký provoz |
| Hliníkový bronz MoS₂ Composite | 80–120 | 350 | 0,04–0,12 | Letectví, vakuum, aplikace v inertní atmosféře |
| Manganové bronzové grafitové zátky | 80–100 | 250 | 0,06–0,15 | Námořní, pobřežní aplikace ponořené do mořské vody |
Použití samomazných kluzných ložisek ze slitiny mědi oproti běžným bronzovým pouzdrům mazaným tukem nebo olejem je řízeno specifickými provozními a ekonomickými výhodami, které se kumulují po dobu životnosti zařízení.
Určení správného samomazného kluzného ložiska ze slitiny mědi pro danou aplikaci vyžaduje vyhodnocení sady vzájemně souvisejících parametrů. Propracování těchto výběrových kritérií systematicky zajišťuje, že zvolené ložisko splňuje mechanické i tribologické požadavky aplikace.
Nejzákladnějším parametrem při výběru samomazného kluzného ložiska je hodnota PV — součin kontaktního tlaku ložiska P (v MPa) a kluzné rychlosti V (v m/s). PV je mírou rychlosti tvorby tepla na posuvném rozhraní; překročení jmenovitého PV limitu ložiska způsobí přehřátí mazacího systému, porušení přenosového filmu a selhání ložiska zadřením nebo zrychleným opotřebením. Každý typ samomazného ložiska ze slitiny mědi má maximální hodnocení PV – ložiska z cínového bronzu s grafitovou zátkou obvykle zvládají PV až 0,5–1,0 MPa·m/s za sucha, zatímco hliníkový bronz s vložkami z grafitového kompozitu může tolerovat hodnoty PV nad 2,0 MPa·m/s. Vypočítejte P z aplikovaného zatížení děleného projektovanou plochou ložiska (průměr otvoru × délka) a V z povrchové rychlosti hřídele. Ověřte, že provozní PV je pod 60–70 % jmenovitého maxima, aby byla zajištěna bezpečnostní rezerva pro špičky zatížení a podmínky spouštění.
Potvrďte, že jak matrice ze slitiny mědi, tak systém tuhého maziva jsou dimenzovány pro celý teplotní rozsah v aplikaci – včetně špičkových teplot při spouštění, přechodových jevů při vysokém zatížení a jakýchkoli čisticích nebo sterilizačních cyklů (v potravinářském nebo farmaceutickém zařízení). Bronzová ložiska s grafitovou zátkou jsou správnou volbou nad 200 °C; Provedení vložek z PTFE se upřednostňuje při teplotách pod 200 °C, kde je zapotřebí nejnižší koeficient tření. Při teplotách pod nulou ověřte, že materiál maziva zůstává funkční – grafit i PTFE fungují dobře při nízkých teplotách, zatímco u některých ložisek ze slinutého bronzu impregnovaného olejem mohou docházet ke změnám viskozity oleje, které ovlivňují dodávku mazání v chladném prostředí.
Materiál hřídele a povrchová úprava přímo ovlivňují výkon a životnost samomazného ložiska ze slitiny mědi. Optimální drsnost povrchu hřídele pro bronzová ložiska s grafitovou zátkou a PTFE vložkou je Ra 0,4–0,8 µm – dostatečně hladká, aby nedocházelo k odírání zátek s tuhým mazivem, ale ne tak hladká, aby se přenosový film nemohl přilepit. Tvrdost hřídele by měla být alespoň 35 HRC pro vysoce zatěžované aplikace, aby se zabránilo poškození hřídele tvrdší bronzovou matricí, pokud je film maziva dočasně nedostatečný. Indukčně kalené, tvrdě pochromované nebo nitridované ocelové hřídele jsou běžně spárovány se samomaznými pouzdry ze slitiny mědi v náročných aplikacích. Hřídele z nerezové oceli jsou kompatibilní s bronzovými ložisky s grafitovou zátkou, ale měly by být pečlivě posouzeny s konstrukcemi vložek z PTFE, protože adheze přenosového filmu PTFE může být na nerezové oceli nižší než na uhlíkové oceli.
Samomazná pouzdra ze slitiny mědi jsou obvykle instalována v pouzdrech s přesahem – H7/p6 nebo H7/r6 v závislosti na tloušťce stěny ložiska a materiálu pouzdra – aby se zabránilo otáčení pouzdra ve skříni během provozu. Přesahové uložení také zajišťuje dobrý tepelný kontakt mezi vnějším průměrem ložiska a pouzdrem, což je důležité pro odvod tepla v aplikacích s vysokou PV. Pouzdra musí být zalisována přímo a do správné hloubky pomocí lisovacího nástroje, který rovnoměrně zatíží vnější průměr – nikdy nezatloukejte pouzdro kladivem na konec otvoru, protože to může deformovat otvor a poškodit vložky s tuhým mazivem. Po instalaci ověřte průměr otvoru pomocí kalibrovaného měřidla; vrtání se může mírně uzavřít v důsledku montážního přesahu a konečný průměr vrtání musí být ve specifikované toleranci pro vůli hřídele.
Samomazná kluzná ložiska ze slitiny mědi slouží pozoruhodně širokému spektru průmyslových odvětví právě proto, že jejich bezúdržbový výkon, odolnost proti znečištění a odolnost vůči vysokým teplotám řeší skutečné problémy, které konvenční mazaná ložiska nemohou řešit. Zde jsou primární aplikační sektory a proč jsou samomazná bronzová ložiska správnou volbou v každém z nich:
Jednou z hlavních předností samomazných kluzných ložisek ze slitiny mědi je prodloužená životnost nenáročná na údržbu ve srovnání s konvenčně mazanými bronzovými pouzdry. Nicméně „bezúdržbový“ neznamená „bez inspekce“ a pochopení realistických očekávání životnosti a faktorů, které je ovlivňují, pomáhá technikům údržby plánovat programy výměny ložisek efektivně.
V dobře specifikovaných aplikacích pracujících v rámci jmenovité PV obálky ložiska dosahují samomazná ložiska z bronzu s grafitovou zátkou běžně životnosti 5 000–20 000 provozních hodin, než opotřebení díry dosáhne maximální povolené vůle. Ve vysokoteplotních aplikacích, jako jsou pece, kde by běžná ložiska selhala během několika dní, mohou ložiska z hliníkového bronzu s grafitovou zátkou poskytovat roky nepřetržité služby. Životnost ložisek ze slinutého bronzu impregnovaných olejem je obvykle kratší — 2 000–8 000 hodin v závislosti na zatížení a rychlosti — protože zásobník oleje je omezený a po vyčerpání jej nelze doplnit.
Pravidelná kontrola v plánovaných intervalech údržby by měla zahrnovat měření provozní vůle mezi hřídelí a ložiskem (typicky kontrolovanou samostatným měřením průměru hřídele a průměru díry ložiska pomocí kalibrovaných měřidel), kontrolu povrchu díry, zda není rýhovaný, kontrolu zátky s tuhým mazivem, zda není ochuzená nebo popraskaná, a kontrolu vývrtu pouzdra, zda není otřepený nebo poškozený. Ložisko vyměňte, když provozní vůle překročí 0,5–1,0 % jmenovitého průměru díry pro většinu aplikací, nebo když viditelné vyčerpání kuželky zanechá více než 20 % plochy kuželky pod úrovní povrchu díry. Výměna ložisek podle stavu, nikoli časového plánu, maximalizuje využití ložisek a zároveň zabraňuje neočekávaným poruchám opotřebovaných ložisek.

Zakřivený jezdec ze slitiny mědi je vyroben z vysoce výkonného cínového bronzu jako základního ma...
Jednopřírubová pevná samomazná měděná manžeta z PTFE je vysoce výkonná mechanická součást. Vyrábí...
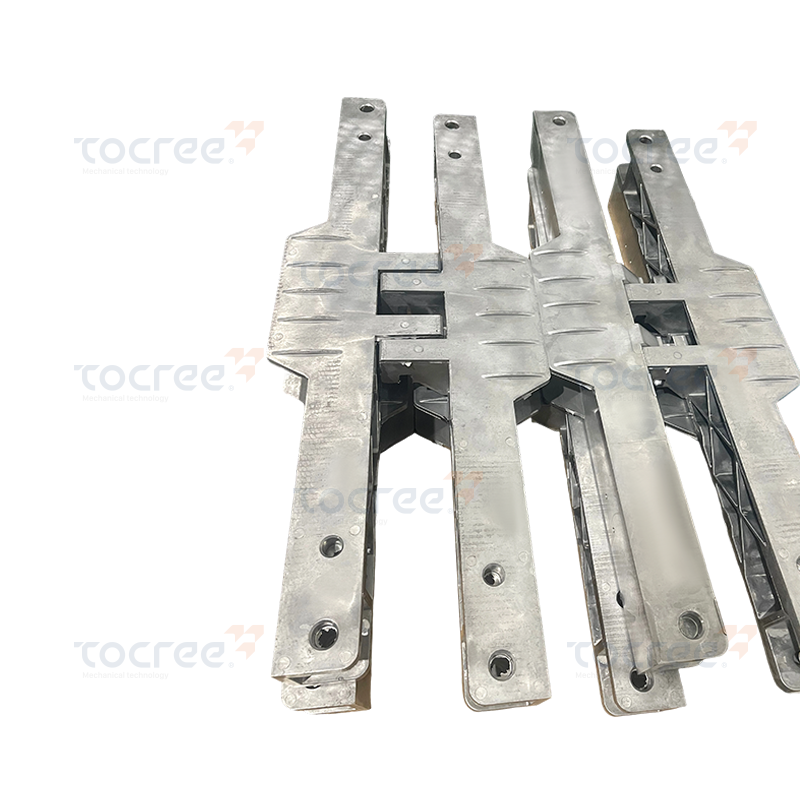
Tento rám z hliníkové slitiny je speciálně navržen tak, aby vyhovoval aplikačním požadavkům vozid...

Turbíny ze slitin mědi jsou nepostradatelnou součástí moderních mechanických a energetických syst...
Vysoká pevnost v tahu: Pevnost v tahu tohoto produktu dosahuje až 750 N/mm², což zajišťuje vynika...

Toto pevné samomazné měděné pouzdro zalité PTFE kombinuje odolnost mosazi proti opotřebení se sam...
autorská práva © 2025 Jiashan Tocree Machinery Co., Ltd. Všechna práva vyhrazena.
Přizpůsobené díly strojů na výrobu slitin mědi
